GAS TUNGTEN ARC WELDING (TIG)
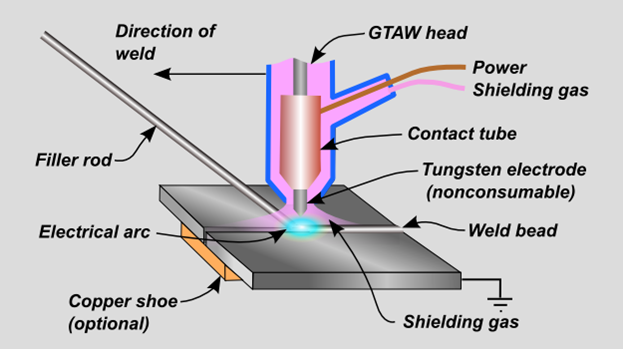
Gas tungsten arc welding (GTAW), also known as tungsten inert gas (TIG) welding, is an arc welding process that uses a non-consumable tungsten electrode to produce the weld. The weld area is protected from atmospheric contamination by aninert shielding gas (argon or helium), and a filler metal is normally used, though some welds, known as autogenous welds, do not require it. A constant-current welding power supply produces electrical energy, which is conducted across the arc through a column of highly ionized gas and metal vapors known as a plasma.
GTAW is most commonly used to weld thin sections of stainless steel and non-ferrous metals such as aluminum, magnesium, and copper alloys. The process grants the operator greater control over the weld than competing processes such as shielded metal arc welding and gas metal arc welding, allowing for stronger, higher quality welds. However, GTAW is comparatively more complex and difficult to master, and furthermore, it is significantly slower than most other welding techniques.
A related process, plasma arc welding, uses a slightly different welding torch to create a more focused welding arc and as a result is often automated.
This is probably the most widely used process for welding bridge web-to-flange fillet welds and in-line butt welds in thick plate to make up flange and web lengths. The process feeds a continuous wire via a contact tip, where it makes electrical contact with the power from the rectifier, into the weld area, where it arcs and forms a molten pool. The weld pool is submerged by flux fed from a hopper. The flux immediately covering the molten weld pool melts, forming a slag and protecting the weld during solidification; surplus flux is collected and re-cycled. As the weld cools, the slag freezes and peels away, leaving high quality, good profile welds.
The process is inherently safer than other processes, as the arc is completely covered during welding, hence the term submerged arc. This also means that personal protection requirements are less. High deposition rates are a feature of the process because it is normally mechanised on gantries, tractors or other purpose-built equipment. This maintains control of parameters and provides guidance for accurate placement of welds.